Experimental Double-Opposed Ported 2-stroke Engine
This is an account of the research and development of an experimental
high-power, high-torque efficient and balanced 2-stroke Engine.
The goal is to follow prior research in this field, in areas which are *not*
part of the standard "proven" Otto-Cycle or Wankel Engine design, and to find
out if the designs actually work and provide the benefits that they claim.
An additional goal is to keep the engine as simple as possible. As an
unskilled machinist and amateur enthusiast, the build should be kept to within
the capabilities of unskilled machinists and amateur enthusiasts. Any
special parts should therefore be kept to a minimum and be easy to make
by sending off DXF files to a CNC machine shop, or available as off-the-shelf
parts.
Basic principles and background
The primary inspiration for this engine comes from the Bourke Engine.
Russ Bourke's design was done at a time when it was fully recognised that
the Otto Cycle was a massive compromise. He was living at a critical
point in world history where influential innovation was still just about
possible, and where numerous novel engine designs, as people transitioned
from steam to hydrocarbon-based engines, were still within living memory.
Sadly, however, just as Bourke made each breakthrough, events conspired
against him, including Pearl Harbour occurring days after signing a major
contract to supply the U.S. Army. By the 1960s, he had given up,
and wrote a documentary instead. The engines which had been seized by
corrupt individuals in 1952 were discovered over thirty years later, renovated
and shown to be in perfect working order.
Whilst numerous individuals have replicated or near-replicated the Bourke
design, none have made any significant mechanical improvements on it or used
its best aspects and combined it with other advances since. So, this is
what will be done, here. The most significant technological advance over the
Bourke design's scotch yoke has to be that of the Revetec counter-rotating
cams, which are both beautiful, elegant and easy to manufacture (albeit
horrendously complex to design).
The advantage of a scotch yoke compared to a crank is very very clear:
increased dwell time at TDC, and no side-wall loading. The opposing
pistons are effectively joined together as a single unit, via a shuttle.
However, even with Bourke's triple-sleeve bearing invention helping
out there is still some side-loading on the shuttle assembly around
90 degrees to TDC and BDC, resulting in at least one patent (in 1974)
showing that people did attempt to improve the original Bourke design.
By contrast, however, a pair of counter-rotating cams act in tandem with a
scissor-action that completely eliminates all side-wall loading.
There is literally no movement except in the direction of the piston
shuttle at all.
So in many ways it would be foolish to not see what happens when the best
aspects of the best available engine technology are combined together into
one design. Especially given that Revetec's designs are particularly efficient
already, as were Bourke's.
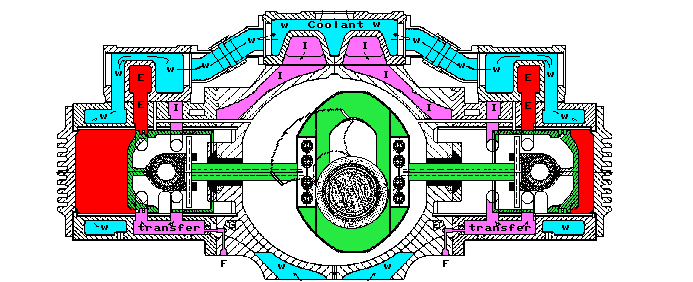
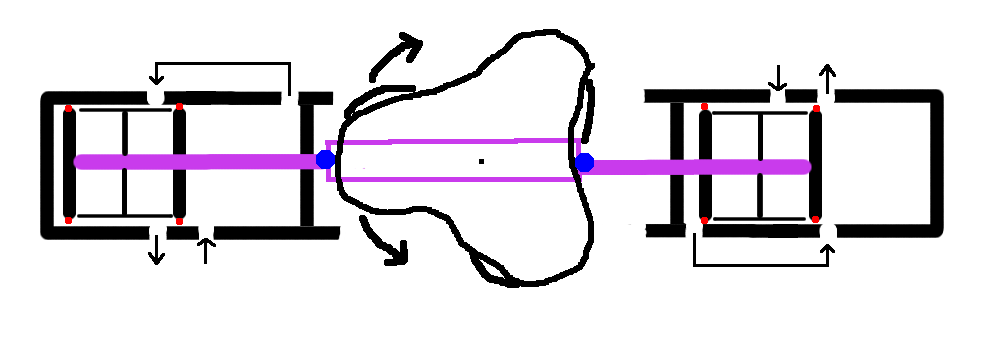
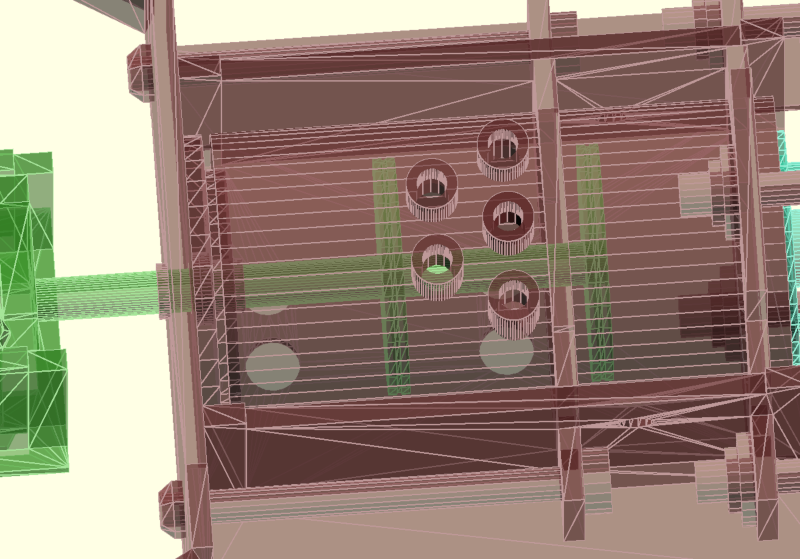
In this illustration, it can be seen that the Bourke design is a 2-stroke
ported "opposing" design. Air intake is seen in purple. Water in
light blue. Scotch yoke, crank and pistons (effectively a single assembly)
are shown in green. Combustion and exhaust are shown in red. Just as in
a standard 2-stroke (and a steam engine) ports line up to suck in the
air-fuel mixture in from one set of ports and allow the exhaust gases to
escape from a second set. A third set of ports is there to transfer the
air-fuel mixture from the underside chamber into the compression chamber.
Prior Art
This engine is based on the combined aspects of Bourke's 2-stroke ported
cylinders (US Patent 2122677) with a trilobe cam to act on the shuttle,
just as in US Patent 2007/007970 A1 (Figure 4), US Patent 5605938
(Figure 9A when using larger bearings), US Patent 1765237 (Figure 1),
from 1928, US Patent 1810688 (Figure 2) from 1931, and U.S. Patent 1792062
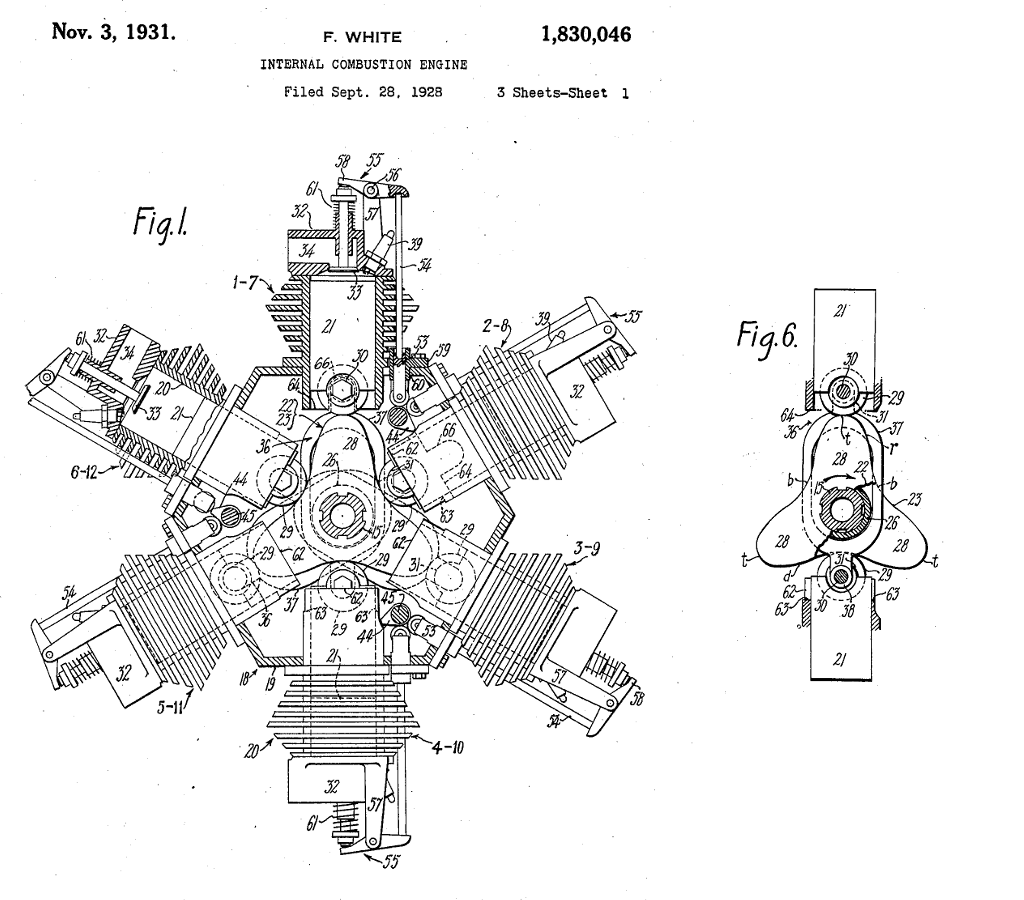
(Figure 3) from 1931. There is also
a 6 cylinder version shown in U.S. Patent 1830046 (Figure 1) from 1928
and a multi-cylinder variant in U.S. Patent 4038949 (Figure 3) from 1977,
and another multi-cylinder variant in U.S. Patent 1863877 (Figure 1)
from 1932. The 6 cylinder variant is particularly illustrative of
the principle, but is made slightly more complex by way of being
valve-operated (where the Bourke is a much simpler 2-stroke ported)
However all these designs still have the problem of some cylinder wall
side-loading: just as in the Bourke design, the shuttle requires
considerable structural strength to withstand the lateral forces applied.
This is what is so brilliant about the Revetec counter-rotating design:
there are no lateral forces because the two cams work together
to balance them out, and the only possible direction the piston shuttle
can go is along the axis of the piston rods. The scissor-type principle
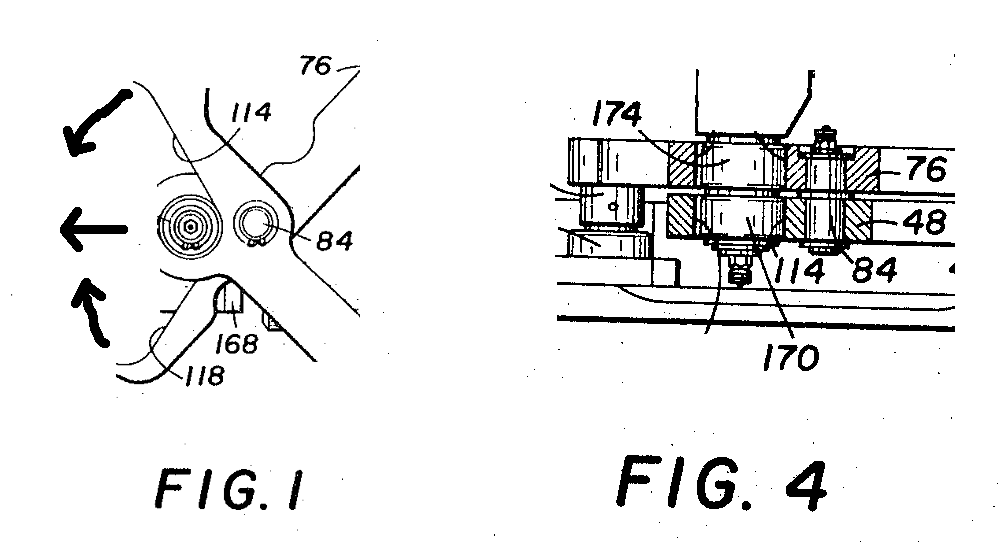
is demonstrated in U.S. Patent 3350065A (Figure 1), where a bearing may
be seen on each cam in Figure 3 (marked as 170 and 174 in parts 80 and
76 respectively). In these diagrams, rotation is about the cente point
84, and it is the scissor-action which pushes the two roller bearings
170 and 174 away from the centre point 84 equally. The two cams are
pushed with identical forces in equal and opposite directions, as
the bearings rotate in opposite directions.
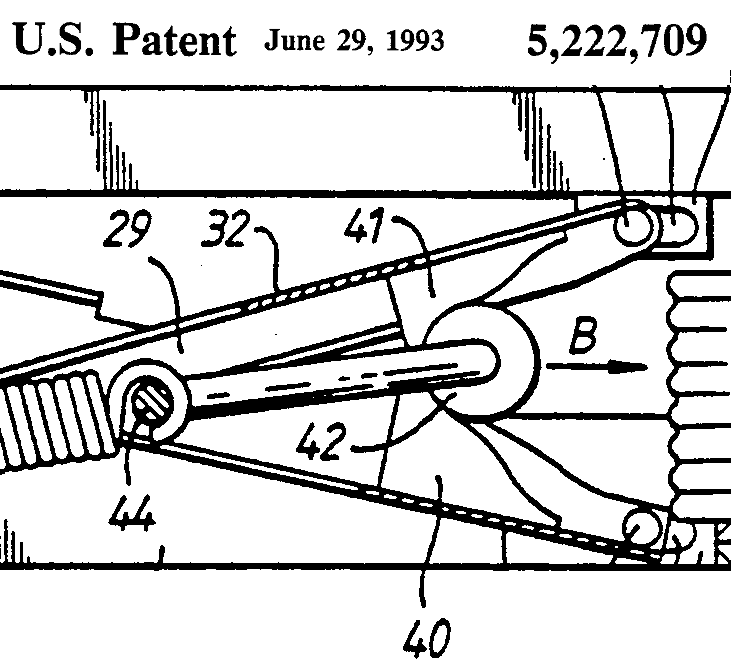
An additional patent, U.S. Patent 5222709, from 1993, also shows this same
principle. 42 is listed in the descriptive text of the patent as being
a pair of bearings, separated by a washer. 40 and 41 are the two "scissor"
arms that, when pushed together, move the pair of roller bearings in the
direction marked "B". In this diagram, the faces 41 and 42 can clearly been
seen to be "shaped" so as to change the force applied in the direction "B"
as the "scissors" close in.
So we have two patents which demonstrate the scissor twin-bearing
principle, one of which clearly shows a pre-arranged curvature, in exactly
the same way as the other prior art with the (single) trilobe cams does.
So, naturally, extending this twin-bearing prior art principle, and
combining it with the prior art of the single trilobe cam to use a
pair of trilobe cams and four bearings in an identical scissor-action with
equal and opposite force, then unlike in the prior art with only one cam,
there is literally no side-loading on the shuttle holding the bearings, and
thus no side-loading force is transferred to the cylinder wall, either.
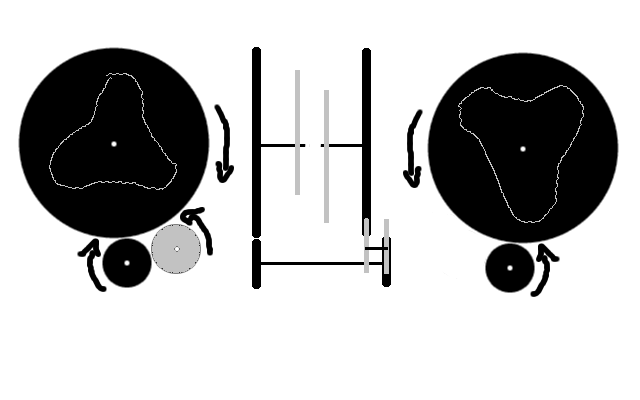
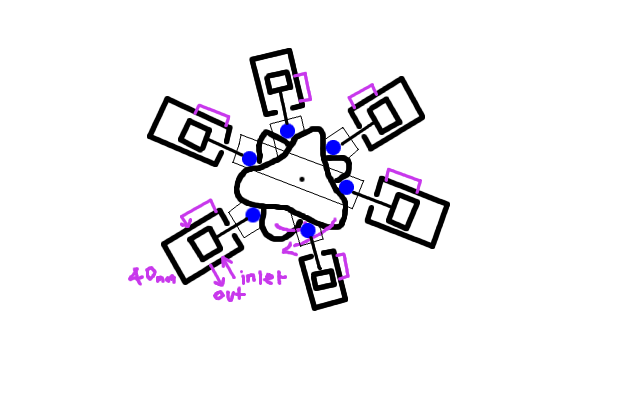
Thus finally, bringing everything together, we have a couple of rough sketches
with a Bourke Arrangement for the cylinders, and a pair of counter-rotating
cams and a shuttle with four bearings to push the cylinders back and forth.
Extend this principle out to a radial 6-cylinder engine (like in F. White's
patent from 1928) and the beautiful thing is that all the forces are entirely
balanced. Even the torque normally associated with engines is entirely
cancelled out because the two cams are counter-rotating.
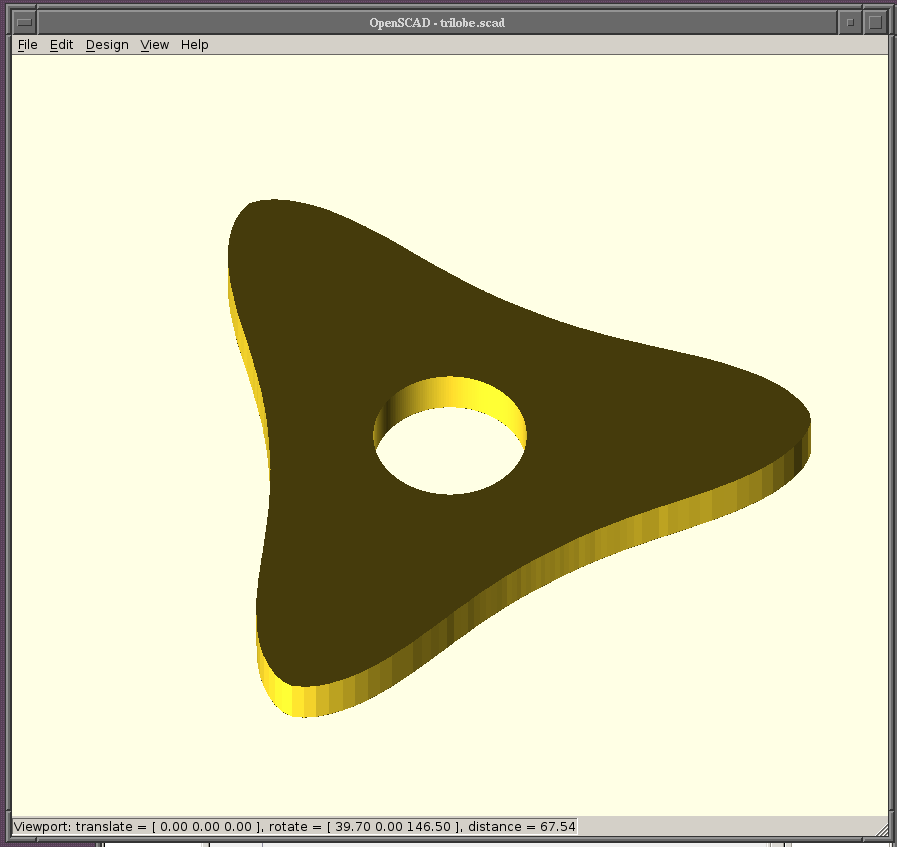
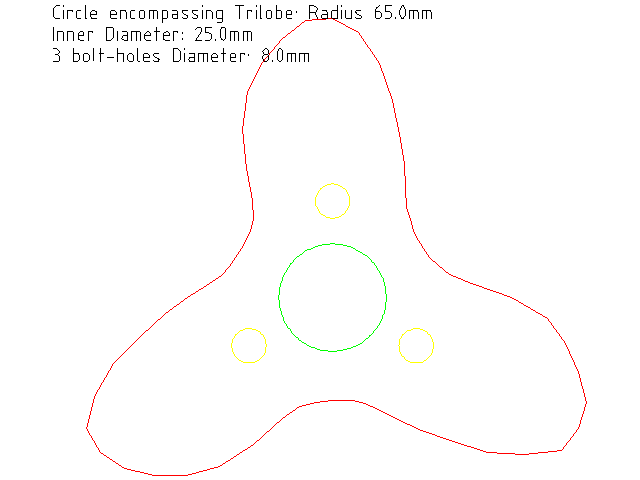
This shows a trilobe which has been calculated from a 20mm diameter bearing
rolling in a triple-sine-wave radius with a maximum throw of 60mm and a minimum
throw of 30mm. John Rowe's U.S. Patent 5605938 Figure 9A is a good example
of what happens when the size of the rolling bearing is increased to become a
significant fraction of the maximum diameter of the cams: the cams become
much more triangular.
Later variants can take into account the falling pressure against the piston,
compensating by increasing the angle of descent of the cam's face - but for
now, a relatively simple 50 line python program has been written which would
place the bearing into a sine wave pattern, assuming that the output shaft
has constant angular velocity.
01 Nov 2019
Well, it is one of those "duh" moments. When analysing the twisting and
forces on the shuttles, back in 2012, the (erroneous) conclusion was that
when the shuttles are pushed in by explosions, the twisting forces would
be counterbalanced. If you have ever taken an old pair of scissors and
got the paper stuck between the blades, you know exactly what this is about.
In the original analysis, because there are twin cams and four CAM Roller
bearings in contact at all times, it was believed that on the opposite
side of the explosion, the Trilobe CAMs would be pushed in the opposite
direction, thus counter-balancing the "twist" that would be imparted.
Unfortunately, this was completely wrong.

The solution is to use triple cams, similar to multi-bladed scissors.
The addition of top and bottom trilobe CAMs sandwiching a middle one
that spins in the opposite direction results in a balanced load on the
CAM Rollers, and stops any potential twisting of the CAM shuttles.
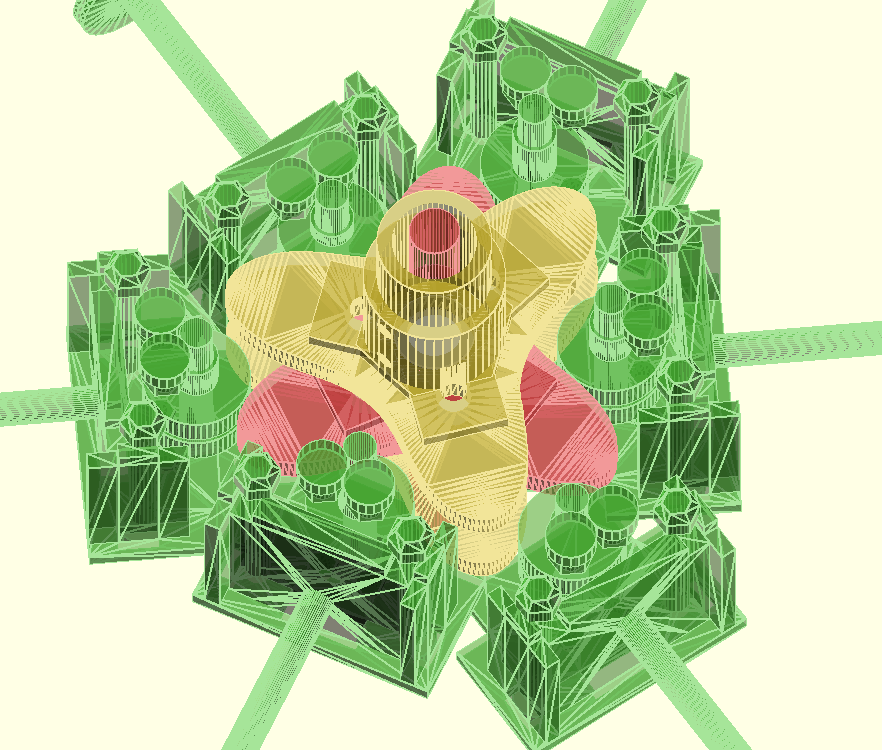
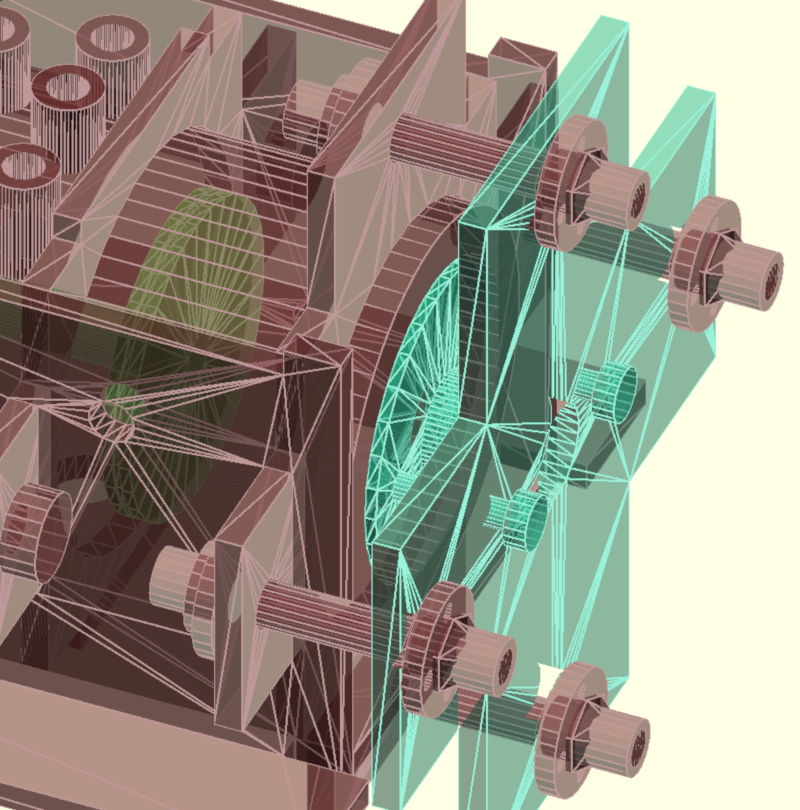
Here, although the third set of CAM Roller bearings have not yet been
added, the yellow Trilobes rotate together in the exact same direction,
whilst the light-red one rotates in the opposite direction. Now the
shuttles will not twist about, which would cause significant wear on
both the Trilobes and the CAM Rollers over time.
27 Oct 2019
Got invited to Bill's house, where he had remembered that he has an old
50cc rotivator with an engine very similar to a Briggs and Stratton. We
took it apart to see how it works, but also to measure everything:
rings, cylinder diameter, piston diameter and displacement. It is
extraordinarily cute. Piston diameter is around 34mm, rings 1.2mm high,
displacement around 35mm, and a half inch diameter sparkplug.
Originally the plan was to go with a 45mm displacement and a
50mm diameter, to give around a 70cc capacity. However after some
consideration, this really is a bit big, especially as the top is to
be held with four TR8 3D printer trapezoidal lead screws. These have to
take the full force of the explosive compression. All of the dimensions
now need adjusting which is a pain, but it is all parametric.
On the TODO list: find a libre licensed Engine Controller, full kit
including spark plug. Fuel Injection option for later would be really
nice.
26 Oct 2019
Decided to do those square boxes on the cylinder liner after all. Will
probably use a piece of rectangular box section about the right size
then use it as a guide.
Also measured a broken snowmobile cylinder, to check out the piston
diameter and ring gap spacing. Bill also informs me that the inside
of the cylinder needs crosshatch scoring, so that oil can get into
the grooves. This could also work well for the spring loaded cylinder
in between the two pistons. To explain: unlike in an ordinary 2 stroke
where the piston has skirts which cut off air intake, a second (lower)
piston head is to be used, which of course means that in between there
must be no air allowed. A full seal is needed, so imagine a normal split
piston ring but make it a full 40mm high.
Oct 2019: CAD and more
With many thanks to Tom and Bill Ross, hydrogen experts, their
encouragement led to a trip to a Dollar Store in Newmarket, and we bought
some pin boards, plastic bottles, then across the road to Home Depot to
get some dowelling and a hot glue gun. Three days later a mockup of
the engine was ready.
This led to the realisation that, actually, the 3D CAD work would be
easier than previously imagined (and, after 5 part time days is 90%
complete). The entire casework is being designed from 5mm lasercut steel,
with wood style "slots" and bolts to hold sandwiches together. The only
exception is the Cylinder Liner which will need holes drilled then bungs
welded on, as wellas other small pipes (some as spacers).
The trilobe CAMs have been reduced to a sine wave, for now, and double
ring SKF CAM roller bearings located.
Holding the trilobes is slightly problematic as they have to be
perfectly aligned. The holder is again a pipe plus a lasercut sheet,
welded together, then 6 grub screws balancing it out and the 3 bolts
holding it onto the trilobes. This has to go inside the shuttles, so
ends up making the shuttles slightly larger than anticipated. However
it is better than welding the shafts directly to the trilobes.
Bill, who has done materials science, has advised me that to get the
trilobes hardened, what you do is oversize them, case-harden them by
rolling, then have them re-machined to actual size. I also want to get
them nickel-plated. Therefore it will be quite important not to mess
them up, hence the bolt-on shaft holders.
The Cylinder liner, mechanically, is a pain. Stainless Steel is a nuisance
to drill: Bill informs me that it is so hard that drills have to be run
at only 200 RPM, with plenty of oil. A 3mm hole can take an hour. We
have eleven 8mm holes per liner to drill.
The reason is because the cylinder is only around 50mm in diameter,
which is quite small. Larger bung holes would result in the piston top
being exposed for a considerable part of the stroke.
We initially considered just going with slots (so that displacement
is greater), however that would require the construction of boxes that
would need welding on the outside. Perhaps this is worth considering,
although cutting slots in 3mm thick Stainless steel without damage is
not very convenient.
The variable compression end, the current arrangement (which is a pragmatic
one) is to use TR8 lead screws and brass TR8 nuts commonly used on 3D
printers. Four of them, one in each corner, will give stability. There
is currently a ring missing (cyan) which creates a sealed chamber that
can be water-cooled, with the spark plug going into the centre. The four
TR8 nuts will each have a sprocket bolted on, and a chain goes round all
four and can be driven to move the entire assembly (cyan) in and out, to
alter the compression ratio.
The venturi still needs to be sourced and designed. This is basically a
"paint sprayer" tube arrangement, where fuel is drip fed into a connecting
tube between the transfer ports (a standars 2 stroke arrangement). The
venturi accelerates airflow, causing the fuel to vaporise, just like a
paint sprayer.
Also under consideration, is the inclusion of US Patent US1339176A,
from 1921, by Leonard Dyer. Leonard came up with the 6-stroke design,
which apparently, on its own, is 40% more fuel efficient than a 4 stroke,
due to the hugely reduced internal temperature as well as clear air due
to in effect two scavenging and exhaust cycles. This design being a
2 stroke, with no valves, will need a little thought.
9 Aug 2012: thoughts on how to keep the trilobe's shafts stable
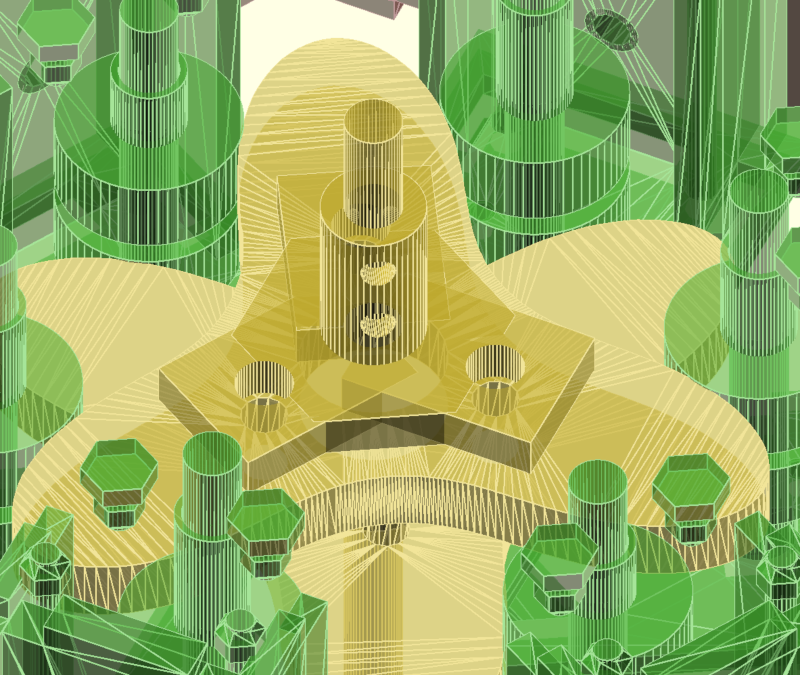
Here is a picture of the gear arrangement for the trilobe cams:
The problem is this: right in the middle of the picture, it can be seen
that the shafts going through the trilobe cams are floating in mid-air.
Also, as you can see from the image (below) when there are 6 cylinders,
there's no real easy way "in" to support the ends of those two shafts,
because there are 3 sets of shuttles in the way. Sure, it would be possible
to bring in a bar or two (or three) offset at 30 degrees (giving 12 spokes)
but that's getting complicated, and also supporting those bars might get in
the way of the gear shafts going through the whole thing. or, damn it,
the gears have to be made large enough (read: expensive) to reach all the
way to the outer edge of the hexagonal box that joins everything together.
So what the proposed solution is, is to make a cylinder that contains 4
bearings, separated by two spacer cylinders. Two of the bearings will
be at the ends of the outer cylinder, and two of the bearings will be
right next to each other. The basic idea is to fit everything together by:
* Dropping in one gear+shaft+cam into the bearing in the centre of the
hexagonal box
* Dropping the 3 piston shuttles on top
* Slotting the cylinder-thingy over the shaft attached to the first
trilobe cam
* Dropping the 2nd gear+shaft+cam into the cylinder-thingy
* Putting the top hexagonal lid on.
This would mean that the two shafts would effectively be one unit,
but just each half rotating in opposite directions, hopefully keeping
the whole lot steady, assuming that the 4 bearings are jammed tight in
the cylinder. If that turns out not to be stable enough (too much force
on the cams causing the two shafts to go off-centre) then it's always
possible to look at squeezing in some support bars, attached directly
to the cylinder.
5 Aug 2012
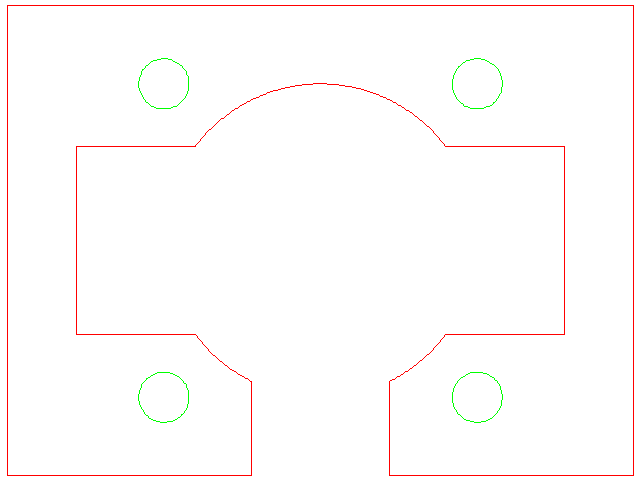
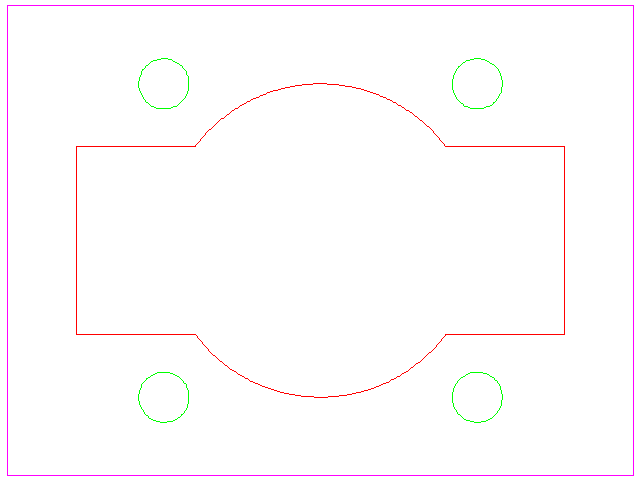
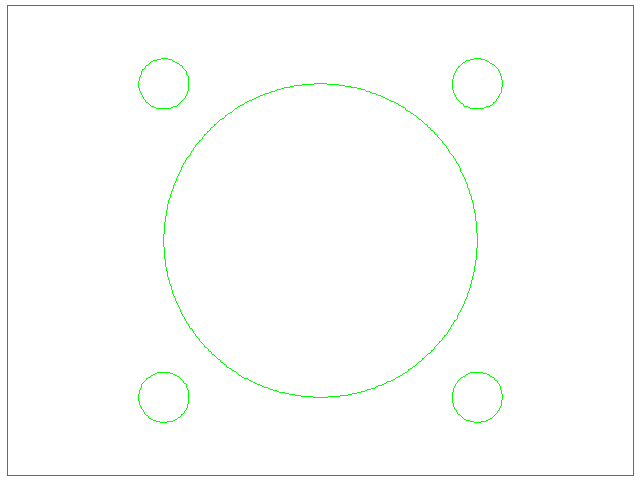
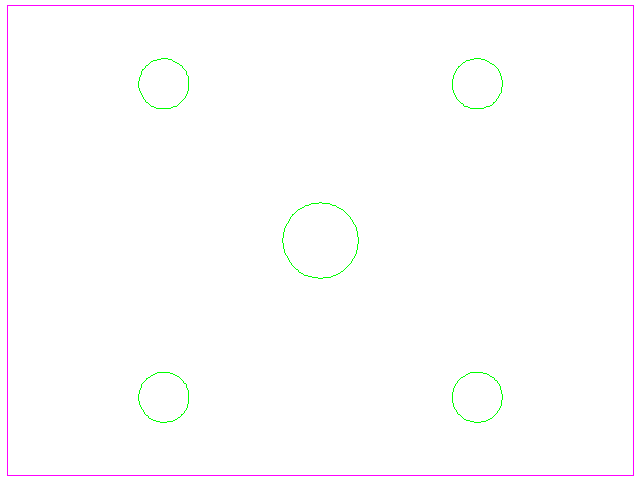
The crank-case is to be made from layers of 12mm laser-cut steel, in order
to make it low-cost and easy to acquire and assemble. Laser-cutting does
up to 0.2mm accuracy. Accuracy is not a big concern, here, with the
possible exception of the hole for the piston rod. Even here: if
oil-soaked leather is to be used for the seals, it's not a big issue,
because actually the leather needs to permit a small amount of oil to
drip into the piston chamber. Here are the
plates - been designed to fit the 70mm big-bore cylinders:
The bolt-holes are 8mm width, and are continuations of the holes
through the cylinder head. The top-left plate is the one that acts as
an air-intake. After this has been tested, it will be interesting to
see if the concept can be extended to a complete cylinder, using a
steel liner to keep them all together.
4 Aug 2012
After a long night, and tracking down both LibreCAD and sdxf.py it was possible
to cut out OpenSCAD from the equation and go directly to a DXF file. Also,
rather than use an O(N-cubed) loop, an O(N-squared) loop was used instead,
alongside solving a quadratic equation by substituting y=mx+c into the
equation of a circle - y-squared + x-squared = r-squared. This gave a pair
of points where the line (projection of the cam face for a particular angle)
intersected the bearing:
m = y/x
a = ((m*m)+1)
b = 2*(-xN-(m*yN))
c = ((xN*xN)+(yN*yN)-(radius*radius))
b2 = (b*b)
ac4 = 4*a*c
if b2 < ac4:
return
a1 = math.sqrt(b2 - ac4)
x1 = (-b + a1) / (2*a)
x2 = (-b - a1) / (2*a)
y1 = x1*m
y2 = x2*m
By covering in incremental steps all positions of the bearing, the cam face
could be "shaved" in a similar fashion to CNC milling.
27 Jul 2012
packrat from CNCZone recommended the use of a
HEI Module
which will need evaluation. thank you!
21 Jul 2012
The piston and cylinders arrived, and a bit of thinking done on how best
to ignite the fuel. One way would be to use spark plugs (14mm thread)
then ignition coils and an ignition rotor with a magnetic-triggered relay.
However: a much simpler way, and one which is more in line with the end
design, is to use dieselling. 14mm off-the-shelf glow plugs for scooter
cylinders however simply don't exist. Instead, an accidental search revealed
14mm to 1/4-32mm adaptors.
The use of these adaptors would allow a standard R/C model glow-plug to be
used. Whether this will produce enough heat to ignite the fuel for such a
large engine is going to be a matter of experimentation.
Cams: the CNC company in Middlesex had already tried making a plastic version
of the cams, from a DXF file sent to them last week. Apparently it worked
great, but the DXF file generated by OpenSCAD had absolutely no scale, and it
was made up of "points", not lines.
Gears: hpcgears.com is a company that many
people contacted when "Robot Wars" was popular. They have an extremely
competent technical team, and they are evaluating the drawings, to advise of
the best gears for the job. More information on Monday.
Carburetor: Steve, of
Recycle Scooters,
advised the other day on the parts needed to get ignition going, and, although
it strictly is not needed for the final design, a decision to go with a
carburetor for the first prototype has been made. So, Steve is looking out for
a simple 125cc 2-stroke Carburetor that can do very lean mixtures.
Crank case: now that the cylinder top is here, a crank case needs to be
designed around it. Using full 3D CNC machining for something like this
feels somewhat inappropriate, so instead a series of "slices" that can be
made with laser cutting will be made. They will either be sandwiched, using
long bolts, or simply welded. A simple design with 3 15mm layers should
suffice.
Cam followers: with a bit of messing about (i.e. inverting how they're put in)
these 22x12x10 KR22B
"budget" cam followers should do the trick, although this is still up in the
air. These 10x22x6mm W619002Z
bearings can apparently do up to 36,000 RPM which might be more appropriate.
17 Jul 2012
After contacting enthusiasts on the
CNC Zone
who have been enormously helpful, a decision was made to make the first
engine out of off-the-shelf 2-stroke cylinders. One person recommended
motorcycle cylinders, however after some calculations which pointed at using
small cylinders, it was decided that 2-stroke Scooter cylinders might prove
more appropriate. As it turns out, 2-stroke "Big Bore" Cylinder Kits are
available on ebay, brand new, for £32 + £15 shipping! This is a fairly
major breakthrough, not just because it simplifies the build process, but
also because anyone else also wishing to experiment with engine designs can do
so, knowing that the hardest part - machining a cylinder and matching piston -
is entirely taken care of.
The next most difficult part also turns out to be easier than it first
seems. One google search for "CNC Machinist Services UK" turned up
a no-nonsense guy in Middlesex named "Gary", who was amused but not
put off by an email with a hand-drawn illustration of a trilobe cam.
One phone call later and I had the crucial information I needed: a
one-off pair of 120mm diameter cams made out of mild steel 8mm thick
could be machined for £50 each - all that Gary needed was a DXF file.
Ordinarily, most people who are not Software Engineers would go
and find some ultra-expensive CAD/CAM software, and either spend a
fortune on it or rip it off, then spend months wondering how the
hell to use it. However, as a Software (Libre) advocate, there
is a cat in hell's chance of that ever happening, so I dusted
off some python code I had written 8 months ago which uses PyOpenSCAD, fired
up OpenSCAD, and, 120 lines of python
code and 2 hours later, thanks to the help of the people on the openscad
IRC channel, I had a DXF file which Gary should see when he checks his
messages in the morning.
Total required budget so far, covering the two major most complex
components: £194. stunning.
Parts
Tools